Ursprünglich sind die mobilen Gaserzeuger für die Verwendung von Holzkohle konstruiert worden. Auf Drängen von Frankreich wurden die Entwicklung der Holzvergaser forciert (siehe unter Georges Imbert). In Deutschland gab es wegen dem kriegsbedingten Benzinmangel die meisten Gaserzeuger. Der am besten verfügbare heimische Treibstoff war und ist Braunkohle, die jüngste fossile Phase von Holz (Holz - Torf - Braunkohle - Steinkohle - Anthrazit). Während dem zweiten Weltkrieg wurden die meisten Gaserzeuger daher mit Braunkohle betrieben.
Während in der Schweiz hauptsächlich Holz und Torf verwendet wurde, war in Frankreich Holzkohle weit verbreitet. In Deutschland hingegen war Holzkohle wertvoll und rar. Deswegen wurde in der Landwirtschaft Holz vorgeschrieben, ansonsten war Braunkohle weit verbreitet. Je nach Verfügbarkeit wurde auch Anthrazit und Schwelkoks in speziellen Generatortypen vergast.
Sogenannt absteigende Vergaser können mit den drei bituminösen Brennstoffen Holz, Torf und Braunkohle betrieben werden (auf die verschiedenen Typen für aufsteigende bzw. Querstromvergasung für Anthrazit, Schwelkoks sowie für Holzkohle wird später eingegangen). Alle absteigenden Vergasertypen sind volkstümlich bekannt unter dem Begriff Holzgasgenerator.
Die Anlage am Opel Kadett ist ein Wisco Braunkohle Vergaser (DE), welcher auch mit Torf oder Holz betrieben werden kann.
Die Anlage am Ford Model A ist ein Kaiser Holzvergaser (CH), welcher auch mit Torf oder Braunkohle betrieben werden kann.
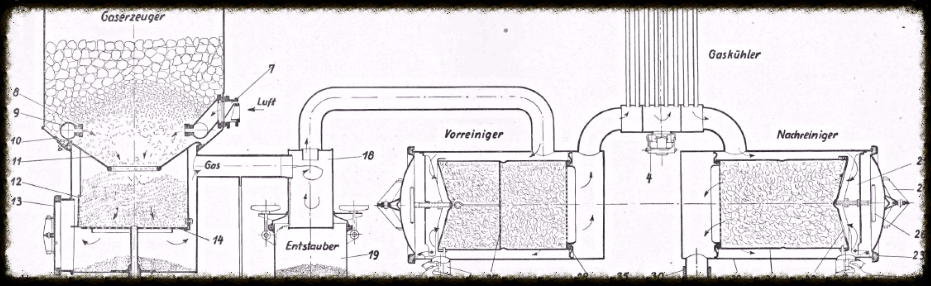
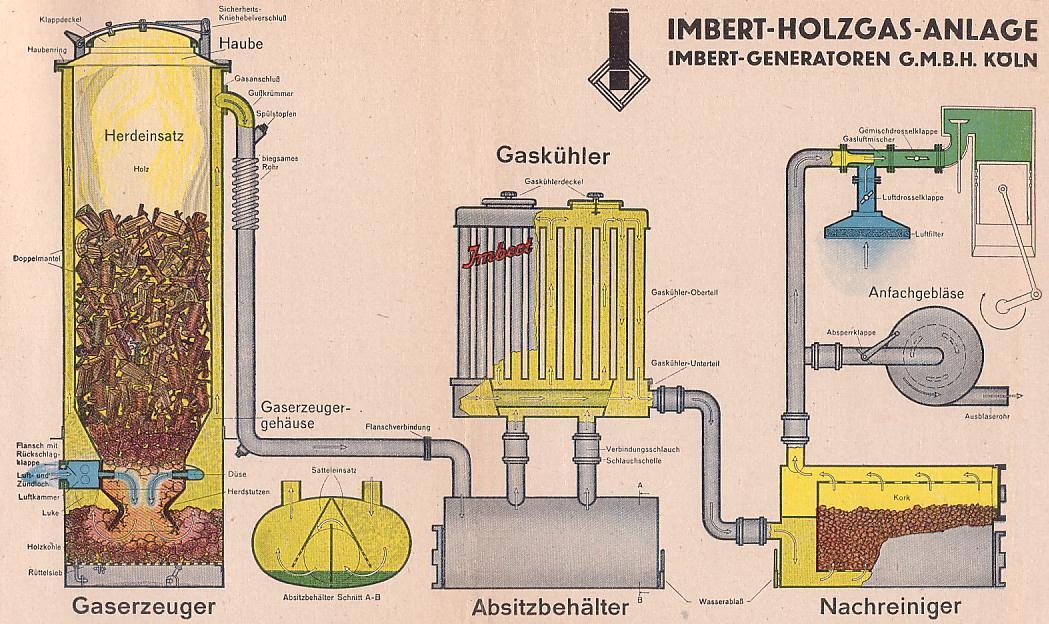
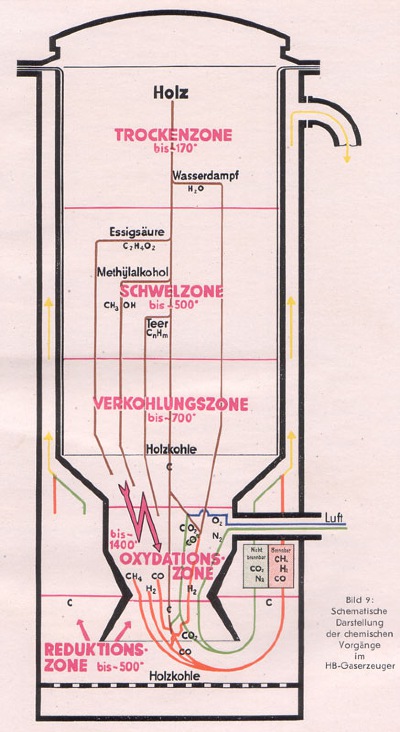
Zur Erklärung der Vorgänge im Gaserzeuger greife ich auf die Imbert- Anlage zurück. Diese ist historisch am besten dokumentiert und sie kann als Vorbild aller späteren Gaserzeuger bezeichnet werden. Viele Varianten wurden unter Umgehung der Imbert- Patente entwickelt. In Deutschland wurden Gaserzeuger-Patente während dem zweiten Weltkrieg annulliert. Man zwang die verschiedenen Hersteller zur Fabrikation von einheitlichen Gasgeneratoren.